Explanation and further deduction of conclusions to be drawn from the Alexander L. Kielland Disaster welding engineering evidence.
From: DR E. J. FRANCE — M.Weld.I — FIMMM — C.Eng.
of E. J. FRANCE CONSULTING — Materials and Welding Engineering Consultancy.
Website : E. J. FRANCE CONSULTING.co.uk
e-mail : enquiries@ejfranceconsulting.co.uk
Date : 31st March 2023
A scientific memorandum directed towards those relatives and their support organisations that are concerned with people who sadly lost their lives during the collapse in 1980 of the Alexander L. Kielland Oil Platform in the North Sea.
Comments are based upon these references :-
first, the scientific papers published by DR E. J. FRANCE, all papers are available ‘open access’ on the website to download and or to facilitate print off :-
— 1 — Paper entitled :- “The Alexander L. Kielland Disaster Revisited : A Review by an Experienced Welding Engineer of the Catastrophic North Sea Platform Collapse” in the Journal of Failure Analysis and Prevention, 2019, volume 19, pages 875 – 881.
— 2 — Paper entitled :- “The nature of welding and its relationship with the steel industry” in the Steel Times International Journal, September Issue 2020, Volume 44, No. 6, pages 22 – 27.
and second, The Alexander L. Kielland accident report presented to the Ministry of Justice and Police, March 1981, from a commission appointed by Royal Decree of 28th March 1980 [ chairman : Thor Naesheim ; Norway. Justis-og politidepartmentet ] Translation into English.
To the relatives : Please accept that my motivation here is to provide for your organizations and institutions the established facts and indisputable new evidence for presentation purposes. What this means is, there is now a new strategy for you to adopt where you can establish the truth as to the root/true cause of the platform collapse, without re-opening the inquiry. If you were to re-open the inquiry that would be an opportunity for further delay tactics by the cover up brigade / politicians etc, this avenue of progress is not recommended and to be avoided at all costs. Most of you I should imagine, being outsiders of the welding engineering profession, may find the information somewhat difficult to comprehend this new evidence. It is for this reason and for the sake of your prospects of achieving your goal to obtain your desired justice , I am suggesting and requesting of you to study very carefully what I am about to state in this memorandum. The correct interpretation of the new evidence requires the understanding of certain subtleties of welding engineering science and of course the English and or Norwegian language, whichever is relevant. — This is why to be really well informed from myself, the exchange of this information really needs to be within the confines of a personal interview, which I appreciate is difficult to arrange at this time. I would also offer at any time to your organization to be an expert witness on your behalf and to present, in person, the evidence directly to the members of the Storting / authorities and further to take their questions. — Note : I would not request any payment for this service.
Derived from reading about the Norwegian government activities in possibly organizing a new review of the platform failure, in May 2019, it would seem to me that the current Norwegian investigators / commentators are making the same mistakes as with the original investigation in 1980. — People in the past and those currently involved with the ramifications from this disaster in Norway, be they relative support groups, engineers or scientists or they represent industrial companies, or are politicians and lawyers etc, all are incapable of understanding the evidence regarding this failure because of their total ignorance of welding engineering science. — I am sorry to be brutal in argument here but unless I conduct myself this way and stress these points, the truth will not come out ! Let me use an English expression with respect to all the latter organisations : “ They are all barking up the wrong tree “. In other words, the current investigators outside of the welding engineering profession do not know where to look for the relevant evidence and neither know how to interpret any evidence correctly, due to their ignorance of welding engineering. (reference 1, and the Abstract in my ALK paper). One has to be the appropriately qualified detective to forensically diagnose what went wrong !
An example of this type of misguided and deluded people are journalists, TV producers and others outside of the welding engineering profession. From my dealings with these people, one might as well have discussed nursery rhymes for all the scientific value was in their interpretation of data/evidence for platform/rig failure. They are forever making statements without any supporting facts which is typical of laymen who do not know how to conduct any investigation of this sort.
Further, all the references into the failure investigation work, be they from the past or present, that are put forward to try and determine the true cause of platform failure are in fact just preoccupied with the data collection with no interpretation or analysis. In particular, the data is solely focused on the fatigue propagated fracture surfaces and other irrelevant related information, like “overstressing”. That latter data, however, has no relevance to the source of cracks that are formed due to bad welding practice in the hydrophone fillet weld, i.e. which was the true cause and origin of the failure/ collapse of the platform. They have been looking in the wrong place and I must stress strongly to you now that fatigue crack propagation is not a cause but is only the mechanism of failure that came into existence. — If the hydrophone insert joint had been welded and inspected correctly the platform would not have prematurely failed, as there would be no deleterious imperfections, i.e. defects, present in the hydrophone welded joint for a crack to nucleate and move. This can be further expressed by stating that for a fatigue cracking mechanism to come into being, it requires a “defective origin” to be in place, if there is no “defective origin” then there will be no propagation of a fatigue crack.
To illustrate my point still further : Some commentators like for example Mr Richard Albert, are making what really are irresponsible statements by denying the truth of the matter, from a position of having no evidence to substantiate their opinions and or comments. In his statement, Mr Albert goes on to state that “ poor welding is not a root cause, it is merely a failure mechanism “. Application of welding processes i.e. “ welding engineering ”, is a technique for joining material only , to say it is a “ failure mechanism “ would mean by definition, everything weld fabricated would immediately fail and therefore not function. How far into nonsense are irresponsible people like Mr Albert, going to go?
Welds indeed are a source of imperfections that can be propagated by a mechanism, especially one which is powered by cyclic loading, i.e. by wave motion in this case, during the service life of a fabrication like the oil platform. For this reason, it is critical that welding processes are applied correctly i.e. in accordance with a qualified weld procedure and using a welder qualified to work to that procedure. This is in order to achieve the “Common Objective “ (Reference 2), to minimize the presence of all the various aspects of imperfection. Therefore, it is a fact that weld imperfections can be the root cause of a catastrophic failure and allow a failure mechanism to come into being / exist and operate in a welded structure. The actions and comments from people like Mr Albert only serve to distract investigations from discovering the true cause of a failure and in this case are a great disservice to survivors and relatives who seek the truth.
Let us now address some of the points of contention put forward from other sources that try to explain the cause of the platform failure.
Point 1 :- “ Some people claim : There was something inadequate regarding the basis of the stress calculations of the pentagonal design of the platform.”
Answer : The short answer to this proposal for explanation of platform failure is that there was no evidence to support this conjecture. — Evidence that would have supported the conjecture would have been derived from observation of the effects of Youngs Modulus and Hooke’s Law in physics, on the platform structure, the evidence would be overload with associated strain, i.e. severe plastic distortion effect on product forms, see Figure 1 which illustrates this. Evidence of this nature was not observed on the platform structure — see Fig. 2 and 3. — If the design stress calculations were inadequate then the platform would not have survived welded fabrication in the shipyard facility nor when it was first launched down the slipway into the sea in the docks. The stresses on all aspects of the fabrication would have exceeded the Yield Point of the steel of construction in all the product forms and welds that constituted the platform. The platform in this situation would have failed by plastic collapse but in one piece , ( not in bits at a time ) i.e. by severe and permanent distortion of the platform, in other words it would not be capable of withstanding service loads in any way. To repeat — No plastic deformation that would be evidence of indicating the yield point had been exceeded in the main product forms, could be observed in the collapsed remains of the platform, see again Fig. 2 and 3. To further confirm that this “overload conjecture” is simply not true, is the fact that the platform was towed to position in the North Sea and it functioned for four years before failure whilst possessing a crack in the hydrophone weldment. One can draw the fact, with certainty, that the stress calculations were satisfactory and must have complied with the design fabrication specification.
Commentators like Mr Albert think the cause of the platform failure was derived from “something else”, other than a poorly welded joint, so then — where is the evidence for this “something else”? Well, there is no evidence for this “something else” so people like Mr Albert cannot make the statement, because and otherwise they would have presented the evidence to substantiate their claim, wouldn’t they now !! Such are the irresponsible comments by people who know nothing about welding engineering science and should shut up!
Point 2 :- “ Some people claim : People outside of the welding engineering and metallurgical professions do not believe a very small branch weld, in its dimensional aspects and individual defective weld quality, could bring down a gigantic structure such as an oil platform.”
Answer :- Could this happen — Yes ! and did it happen — Confirmed !
Politicians and relatives here could consult for a second opinion as to this particular truth, from an experienced and qualified Norwegian welding engineer for example, who would and should be capable to confirm that cracks in a steel product form and structure can be propagated and bring about fracture even though the overall structure is operating at below the yield point of the steel and any weldments. These welding engineers would confirm that fatigue crack propagation can overpower a steel welded component no matter what the steels’ strength level is in any direction which includes that of the “through thickness” of the product form.
NOTE :- It is a fact that even if the strength and ductility of the steel plate was increased in the through thickness direction, and or maybe it was a higher grade or class of steel, that was used to manufacture the steel plate ultimately employed to construct the brace, fatigue would eventually overpower it! This feature is a result of significant stress raising effects at crack tips which inevitably exceed the tensile strength of the steel and hence cracks can move and propagate under cyclic loading ( in this case wave motion ).
Fatigue cracking relies upon a suitable defect to be in existence prior to the mechanism coming into existence and operation. Welds produced without reference to a qualified weld procedure are a source of incorporated defects that could become mobile. This was the situation in the hydrophone weld which was riddled with hydrogen induced cracks and poor fusion characteristics in the ‘as welded condition’ on the Alexander L. Kielland platform, whilst in the fabrication shop of the “ FRENCH SHIPYARD “. What is the factual evidence that confirms this comment ? : “ the original investigation team, to their credit, found paint on the fatigue fracture surface “. There is only one possible way this could occur and it is that the “ hydrophone insert joint “ was cracked “as welded” and not inspected, when manufactured in the shipyard fabrication shop, then the joint was painted which would allow ingress of liquid paint into the welded joint, via the hydrogen induced cracks and or lack of fusion characteristics. Evidence of hydrogen induced cracking and lack of fusion defects were shown in the original investigation report, see reference 1 and Figure 4.
The type of hydrogen induced cracking phenomenon in welded joints has been written about and confirmed from many scientific investigations and the data has been published in the welding and metallurgical journals.
Point 3:- “ Some people like myself would now ask: Why was there lack of recognition of the significance of finding paint on the fatigue fracture surface”?
Answer :- The significance of the fact that paint was found on the fatigue fracture surfaces, see Figure 5, was lost on the original investigation team as there was no experienced welding engineer present, see reference 1 in the Abstract of the Alexander L. Kielland Disaster paper written by myself — DR E. J. FRANCE. The consequence was that the true cause of the platform collapse was not and could not be revealed by the original investigation, only the mechanism of failure was highlighted. ( It should be stated here that the original investigation, did identify some salient features of the failure for which they should be given credit, however, it did lack some appropriate people from other relevant scientific disciplines, in order to successfully analyse data and determine the true cause of the failure.) The paint could only have got onto the fracture surfaces if there were cracks in the fillet weld upon initial fabrication in the shipyard fabrication shop. The presence of paint in these features of the fillet weld, proved beyond doubt that the hydrophone fillet weld was already cracked before the platform first went down the slipway in the shipyard and when the platform first entered service in the North Sea. From these crack origins in the hydrophone fillet weld, see Figure 6, the fatigue crack and or cracks, then, were propagated by cyclic loading powered from wave motion effects. These cracks propagated around the brace leading to its total fracture. Following on from this event the platform became unstable and went into collapse mode. The reason paint was on the fracture surfaces of the hydrophone insert welded joint was because the weld was not inspected after welding, the shipyard just painted over the weld such that liquid paint would therefore ingress into the weld deposit via these hydrogen generated cracks and areas of lack of fusion, the shipyard workers were therefore obviously unaware cracks were present. The hydrophone insert weld and platform went to sea in this condition. Further, the significance of finding this paint on the fatigue fracture surface is that it provides an indisputable fact which then points towards the initiation site for the series of incidents of failure that eventually brought about the final collapse of the oil platform. An analogy here is, one could think of this situation as the start of the falling of a set of “in line” dominoes by the initial fall of the first “in line” domino. One needs to be a very experienced welding engineering professional to understand this feature of the collapse mode of the structure.
Point 4 :- “ The original investigation report asserted that there was a deficiency in the quality of the steel of construction for the brace “.
Answer : – One can also dismiss and eliminate anything wrong with the steels used for construction, as the steels complied with fabrication specification requirements. For the original investigators to question the through thickness strength of the rolled plate that was used to manufacture the brace and the insert tube, suggesting it was weak, is naïve from the metallurgical point of view. It is natural for steel plate to exhibit different mechanical properties in different directions through the plate thickness, as it is a “wrought” product form, this is something every university educated metallurgist is taught — It is fact ! reference my podcast and again any competent Norwegian metallurgist.
Point 5 :- “ Some commentators and organisations claim that part of an anchor system and or its related equipment had fractured or failed in some way that brought about the collapse of the platform “.
Answer : – Even if the hydrophone insert weld had been carried out correctly and been intact therefore, any aspect of anchor failure in this area would only lead to the platform just floating around, be unscathed yet not in a fixed location but there would be no collapse to be derived from this feature obviously, — the platform would have floated! The anchor assembly would likely fail when the platform was in collapsed mode due to the fracturing of the D6 brace. There is no scenario for failure to develop from here then! This claim is no more than a “red herring”.
Point 6 :- “ Were the welding process application requirements of the platform welding fabrication specification adequate to deliver the appropriate weld quality in all areas of the platform and to give a satisfactory degree of assurance the weld joints were fit for purpose and capable of surviving the design service lifetime ?”
Answer :- The answer to this question is a “ Yes “ and a pleasant surprise, despite what happened to the hydrophone insert welded joint :-
— However, the hydrophone fillet weld was produced with the welder “guessing” the welding parameters with an oversized MMA electrode, when a qualified weld procedure, that would have stated the appropriate sized MMA electrodes, should have been used in line with the platform fabrication specification mandatary requirements. Proof of this behaviour is to be observed when comparing the condition of the drainhole next to the hydrophone insert, after the collapse, see Figure 7. On the brace D6, the drainhole is the same type of joint as the hydrophone insert joint, it is only 270mm distant on the same brace D6. The noticeable difference between the two welded joints is that the drainhole joint remained intact and was completely unaffected by the collapse mode of the platform. The drainhole was completed, full parent thickness penetration and not fillet ( partial penetration ), using a qualified weld procedure and welder and appropriately inspected, whereas the hydrophone insert joint in comparison was not carried out in this latter manner. As a consequence, the hydrophone insert welded joint contained relatively more imperfections compared to the drainhole and these imperfections became ultimately very defective in nature and were propagated. The hydrophone weld therefore became the “defective origin” that was required to enable the fatigue crack to come into existence and propagate, over a period of time around the complete circumference of brace D6.
Note :- Would the platform have collapsed if the hydrophone insert weld had been completed correctly ? the answer is a resounding —NO ! The performance of the drainhole is testament to that, again see Figure 7.
Why these non-compliant welding actions to specification requirements occurred, was as a result of other subtleties of influence derived from the engineering virus that has pervaded the welding fabrication industry for over forty years or more. see reference 2 — the paint observed on the fracture surfaces of the hydrophone insert weld is proof that this welded joint was not visually inspected by the welders, nor penetrant or magnetic particle tested by an NDT operator. A deadly error of weld fabrication here!
Point 7 : “ It has been suggested and or reported that there could have been an explosion in another part of the platform and that this could have contributed to the failure mode “.
Answer : There is no evidence of an explosion anywhere on the support structure of the rig, neither in the brace D6 hydrophone area or anywhere else, i.e. no severe plastic deformation of component parts and no fracture surface indications to support this conjecture. Therefore, even if there was an explosion it must have been and was far enough away from the brace D6 to have no effect on crack formation and movement in the brace. — Note : Carbon steel is incapable of spontaneously exploding by any mechanism that one could devise, the thought is preposterous. If there was an explosion it would likely be ‘rig topside’ which is far away from the brace D6 and could not directly affect brace D6 performance. Proof of this conclusion is that there are no signs of plastic deformation of the brace tube at the fatigue cracking position, the brace has still got its original circular shape, see Figure 7.
Point 8 : “ It has been further suggested that the platform was operated in an abusive manner and that this contributed to the failure mode “.
Answer : The accusation of abuse, has to be substantiated with evidence of overload in operation of the platform, for it to have any meaning in engineering terms, i.e. the platform would display severe plastic deformation of various components parts of the welded structure. There is no evidence to support the abuse / overload conjecture.
Point 9 :- “ Why then were the satisfactory fabrication specification requirements disobeyed and abandoned for welding the hydrophone insert joint ? “
Answer :- What is required of everyone here, is to understand the subtlety of the engineering virus that exists in the welding fabrication industry all over the world, see reference 2. Features of the virus pertinent to welding engineering are:-
— Disregard and a disparaging attitude towards welding engineering from professionals and management outside of the welding engineering profession in general and in this case especially in the French shipyard.
— The virus corrupts these welding profession outsiders into thinking they can overrule welding engineers and fabrication specifications with impunity and without expecting any undesirable and detrimental consequences to the properties of welds. Unfortunately, this situation leads to behaviour that is bordering upon, probably and allegedly criminal behaviour in certain circumstances. One can conclude this type of behaviour would be classed as certainly “ criminal negligence “ nowadays, i.e. to have no regard for the health and safety of human life.
— Accepting the engineering virus was rampant in the French shipyard company in 1976, who made the decision to disobey the platform welding fabrication specification? It could not have been the shipyard company welding engineer, now could it? Did the shipyard employ an experienced welding engineer? If they did not, then this explains a great deal regarding aspects of this failure? Who was responsible for making welding engineering related decisions? Questions of this nature should be asked of the shipyard then further information could be obtained. The shipyard in Dunkirk, which is still in existence, is where answers to the failure could be found as this is where the blame lies for this failure because they produced the defective fillet hydrophone weld, ultimately the responsibility for the platform collapse derives from there ! Note :- If one thinks the fatigue crack propagation mechanism was the “true cause” of the collapse, as directed by the original investigation report, then the people really responsible for the failure would obviously not have been interrogated, it would appear that this was the situation. These people and the shipyard company will be getting away with this alleged crime, so to speak, without penalty. — A disgraceful situation!
Summary : — Q: Was the design of the oil platform satisfactory from a stress design calculations point of view? A: The evidence confirms the design was satisfactory, no evidence of plastic deformation displayed to contradict this finding. Note : If the design was faulty from the stress point of view, the platform would have collapsed from plastic deformation effects and in one piece, in the shipyard when launched, if not before.
— Q: Was the rig abused in service? A: No. There was no evidence of in service plastic deformation effects required to demonstrate abuse , i.e. overload. Genuine abuse in service in its working position in the middle of the North Sea would have induced overload, i.e. show evidence of severe plastic deformation, and again the platform would have collapsed in one piece.
— Q: Did the welding fabrication specification for the oil platform, to be fit for purpose, require and include all the necessary welding actions and inspection to be applied during manufacture? A: Yes and so WHY ? was this welding fabrication philosophy not applied to the hydrophone joint to be welded!!
— Q: Did the original investigation team detect some important features of the failure? A: Yes and to their credit. BUT! they did not have the appropriate welding engineering professionals on the team that could interpret the data correctly, in particular, the paint on the fatigue fracture surface data on brace D6.
— Q: Did the original investigation find the true cause of the rig failure? A: No The team only detected the mechanism of the fracture on brace D6.
Q: What type of welded structure failure was the Alexander L. Kielland Oil Platform Collapse?
A : It was a “series type of failure”. The overview of the evidence was that it was obviously a result of a series of little incidents that had to occur “one after another, in effect” , rather like how one initiates a long line of standing dominoes to fall one next to the other,( the final domino in the line cannot fall / fail unless the first in line domino does fall/ fail ) All the suggested causes proposed by others for the collapse of the platform, such as from investigators, lawyers, TV producers, historians, clergymen, court cases and politicians etc, for these proposals to be true one would have to observe plastic deformation features in the wreckage and the collapse in one piece of the platform, either in the shipyard or at sea in service. None of these requirements for demonstrating a possible true root cause was observed or detected and therefore can be discounted as an explanation of platform failure, the laws of physics say so ! Attention had to focus therefore on illustrating the series of incidents that were needed for the collapse mode to come into being, by using our falling dominoes analogy. For the dominoes to fall and the final remaining domino to fall to complete the series of incidents, i.e. for the platform to finally collapse into the North Sea, we need to isolate what caused domino No.1 to fail which then would initiate an incident in domino No. 2 and so on.
What was domino No. 1 and what caused it to fail? The original investigation did identify an area on the platform / rig where a genuine fracture had occurred, on brace D6. Note here the team did not find other areas of direct and isolated weld failure especially related to welded joints on other component parts of the structure. The weld quality and performance of the drainhole is confirmation of the latter observation and fact, i.e. the drainhole survived the whole incident “intact”. Because of the fact no evidence of overload derived failure was observed from so called poor design and or abuse in service at sea, the first failure i.e. of our domino No.1, had to be positioned from where on the rig/ platform the defective origin of a crack would be propagated. Therefore, the position of domino No.1 in our analogy way of describing the first incident on the rig / platform, is the badly welded hydrophone joint on D6 brace, in non-compliance with the rig/ platform weld fabrication specification. The position of the No. 2 domino to fail is the track /pathway of the fatigue crack around the circumference on brace D6 . Now the domino No. 3 position to fail is the where actual fatigue crack mechanism caused final fracture of the tube that constituted the Brace D6. Inevitably, this complete fracture of brace D6 would cause instability to arise in the overall performance and physical behaviour of the rig / platform, this would be domino No. 4 to fail. Instability grew and eventually a leg fell off the rig / platform by a fatigue mechanism coming into being at this part of the structure, this we could say is now the position of domino No. 5 , and so it would continue in a further series of little incidents until the final domino failed, i.e. the remaining now 4 legged structure , keeled over and collapsed, see Figure 8. It should now be obvious to everyone looking at the collapse that if the hydrophone weld had been completed correctly to the overall weld fabrication specification for the rig/ platform this sequence of incidents. i.e. domino failure, would not have come into existence and the platform would not have failed — FACT !!
Conclusions : Derived from indisputable evidence which is :- the observation of paint on the propagated surface of the fatigue crack on brace D6, the true and root cause of the collapse of the Alexander L. Kielland Oil platform was the badly welded hydrophone joint on Brace D6. This joint was welded without reference to a qualified weld procedure and welder, with no inspection applied, this is the detail of the true cause.
Questions should now be asked of the French shipyard that carried out this hydrophone weld as to why this was their behaviour? Whether the shipyard like it or not they are blatantly responsible and recognized to be blamed for what happened. This fact should be presented to the shipyard, any existing politicians and anyone involved in the cover up, with the view to ask them to explain their behaviour !
Final comments :
My motivation is to tell the truth as to the fundamental cause of the Alexander L. Kielland Platform Collapse. By using this, new found knowledge, we can set an objective to obtain a reduction in the frequency of occurrence of this type of incident and also contribute towards the health and safety of future generations.
The oil and gas industry and especially in Norway, requires revision and modifications to the existing welding fabrication specifications for their welded structures. In particular to the ‘practical application’ of welding processes and its control, as reality proves you cannot rely upon just Quality Assurance and its auditing.
Third: from my research into the political aspects of the disaster, it would appear to me that justice has not been served, due to an alleged cover up, if I may be allowed to express things that way. It does not look to me that survivors and relatives of people that did perish on the platform have been compensated in a respectful way. — I hope my evidence contributes to rectify this situation.
— Additional information and explanation of the true cause of failure of the platform can be obtained by listening to my podcast from my website which is
E. J. FRANCE CONSULTING.co.uk — and or from platforms such as Spotify, Apple i tunes , Google Podcasts, where it is listed as “ Revisiting the Alexander L. Kielland Platform Collapse “.
With respect and deepest regard for Norwegian and people from other countries who were unfortunately involved in the collapse of the platform.
DR E. J. FRANCE — M.Weld.I – FIMMM – C.Eng.

Figure 1 : How a tubular product form would look if it had been overloaded derived from incorrect stress design calculations and or operational abuse.

Figure 2 : No evidence of plastic deformation in the product forms e.g. the brace D6, view the back ground of image at the column D and the float chamber, that constituted the platform overall structure, therefore no evidence of overload.

Figure 3 : Overall view of the collapsed platform/rig showing no evidence of plastic deformation in the component parts, therefore no evidence for abuse that would cause overload and collapse.
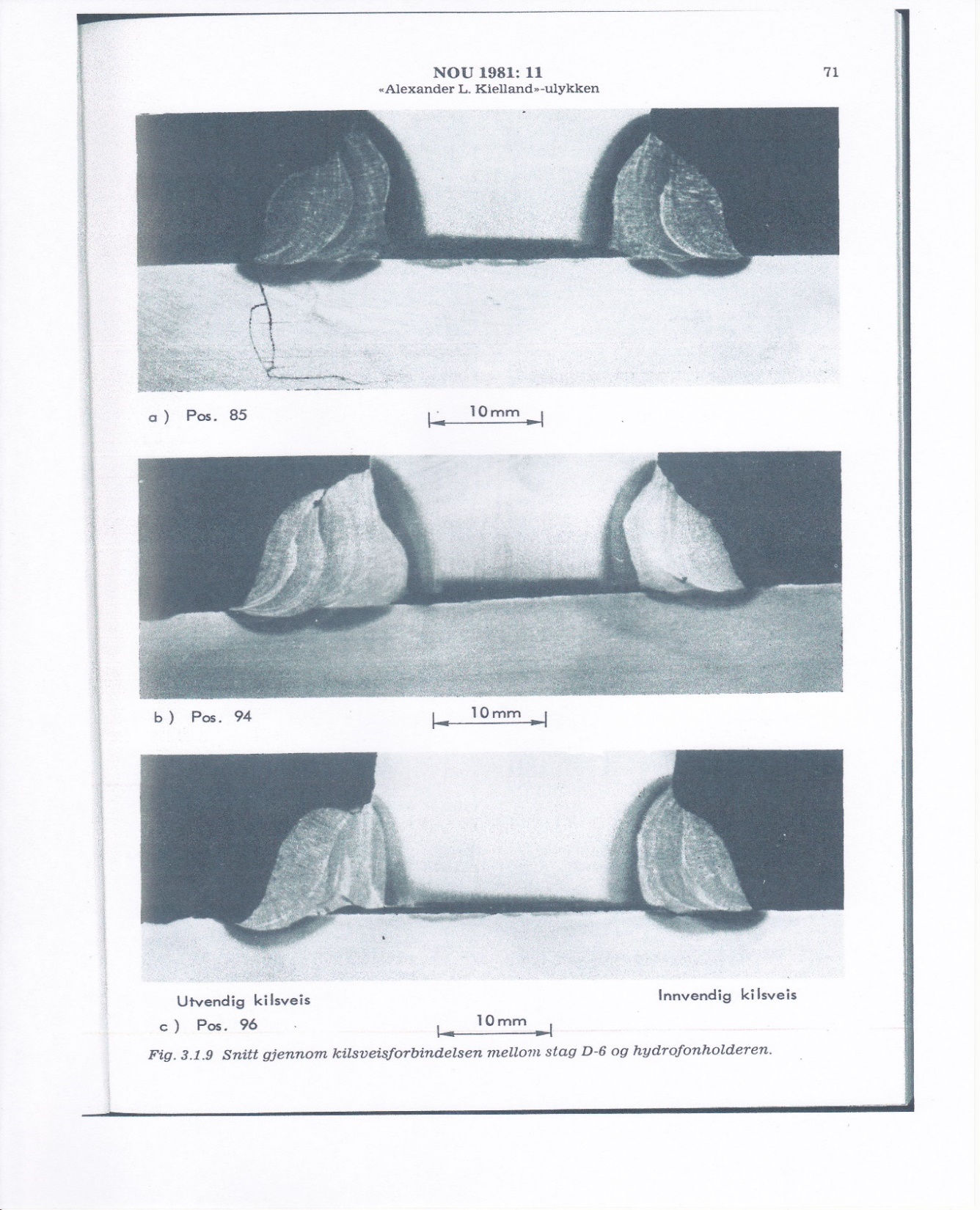
Figure 4 : Macrosections taken from the remaining hydrophone welded joint showing presence of the hydrogen induced cracks and lack of fusion characteristics where liquid paint could ingress into the steel bulk.
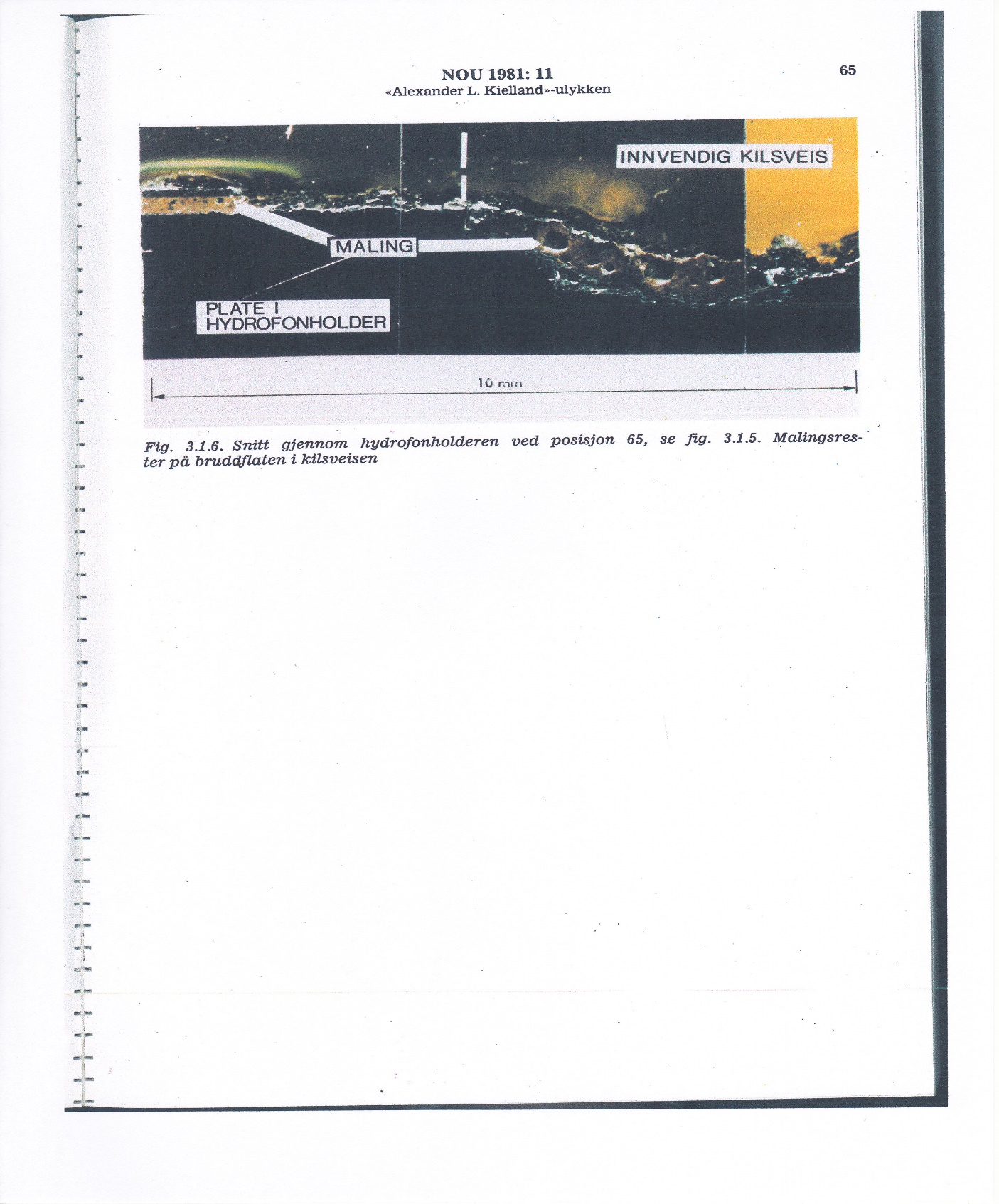
Figure 5 : Section showing the ingress and presence of paint (maling in Norwegian) on the fatigue fracture surface. (Evidence taken from the original commission report).
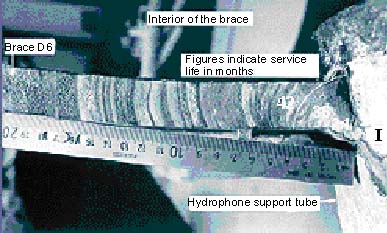
Figure 6 : Ridge markings on the brace steel wall showing the progress of the fatigue crack away from its origin which was the hydrophone welded joint.

Figure 7 : The fatigue crack had propagated around the complete circumference of brace D6 from the defective origin of the hydrophone welded joint but no cracking to be observed emanating from the drainhole which is the same type of joint as at the hydrophone position.
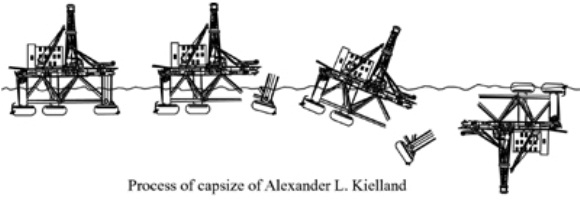
Figure 8 : The final series of little incidents that led to the final collapse of the Alexander L. Kielland platform/rig, from our analogy — sadly the last of the dominoes to fall.